


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkLær om vår bransjeutstillingsinformasjon og nylige begivenheter i vårt selskap.
• CNC knivslipemaskinen bruker PLS-programkontroll, som er enkel å betjene, rask, stabil, pålitel...
See DetailsA rett knivslipemaskin er en spesialisert industrisliper designet for å slipe og gjenopprette skjærekanter og flate overflater på lange, rette kniver - vanligvis blader som brukes i papirkonvertering, tekstilskjæring, matforedling, trebearbeiding, trykkeri og emballasjeindustri. I motsetning til sirkulære knivslipere som har plass til roterende skiveblad, er rette knivslipere bygget rundt et lineært bladklemme- og traverseringssystem som beveger bladet langsgående forbi slipeskiven, noe som muliggjør jevn sliping over hele lengden av bladene som kan variere fra 300 mm til over 3000 mm i lengde.
Maskinen adresserer både skjærekanten (skråsliping) og den flate bladoverflaten (overflatesliping) – enten i separate operasjoner eller som en kombinert prosess – og gjenoppretter bladets geometri, skarphet og flathet til original spesifikasjon.
Bladet er festet til en presisjonsarbeidsbenk ved hjelp av et spesialisert klemmefestesystem – designet for å holde bladet eller arbeidsstykket fast og flatt mot referanseoverflaten gjennom hele slipeprosessen, og forhindrer vibrasjon, avbøyning eller sideveis bevegelse som ville forårsake ujevn sliping. Slipeskiven krysser deretter bladets lengde (eller bladet går forbi et fast hjul, avhengig av maskindesign), og sliper eggen i en kontrollert, repeterbar pass.
Det viktigste operasjonelle prinsippet som skiller rett knivsliping fra håndsliping eller benkesliping er det store kontaktområdet mellom slipeskiven og bladet – hjulet griper inn i en betydelig lengde av bladkanten samtidig, noe som gjør hver passering mer produktiv og resulterer i høyere slipeensartethet enn punktkontaktslipingsmetoder.
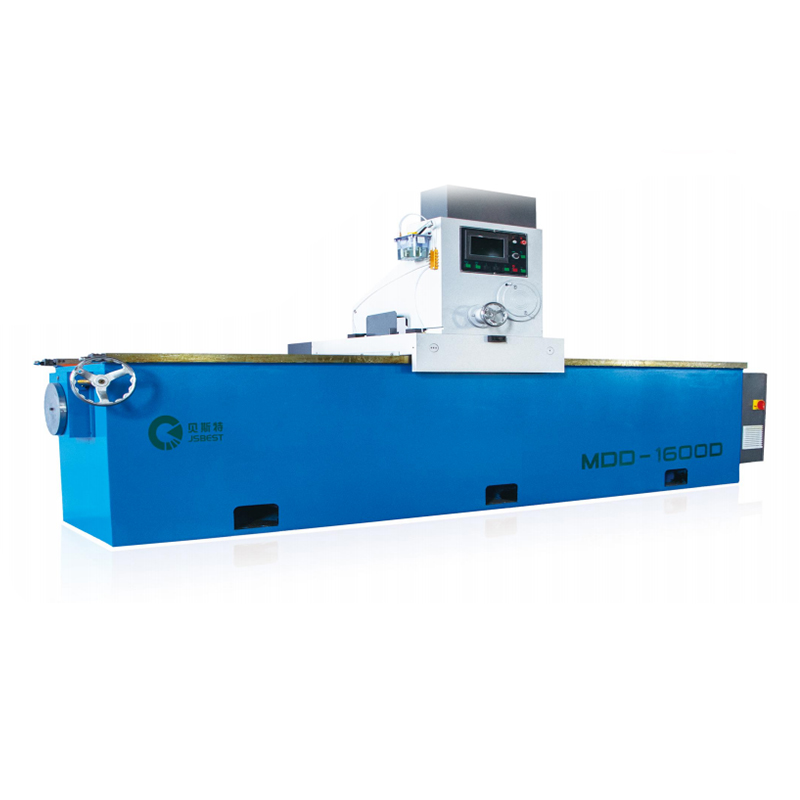
Den primære funksjonen er sliping av skjærekanten ved bladets kant for å gjenopprette skarpheten og riktig geometri. Skråvinkelen - vanligvis mellom 20° og 45° avhengig av bladets tiltenkte materiale og kutteapplikasjon — stilles inn ved å justere bladholderens tiltvinkel i forhold til slipeskiven. Konsistent skråvinkel opprettholdes over hele bladets lengde av maskinens lineære traverseringsmekanisme, noe som sikrer ingen variasjon i skarphet fra den ene enden av bladet til den andre.
Rettknivslipemaskiner utfører også overflatesliping på den flate overflaten av bladet – fjerner deformasjon, overflateoksidasjon, mikrogroper og enhver liten bue eller vridning som har utviklet seg under service. Overflatesliping gjenoppretter bladets flathet til innsiden 0,01 til 0,05 mm avhengig av spesifikasjon, noe som er kritisk for blader som jobber mot en motkniv eller fast motkniv der flatheten avgjør skjærekvaliteten og levetiden til begge bladene.
Sliping genererer varme ved grensesnittet mellom blad og hjul. På høyhastighetsstål eller herdet verktøystålblad, overdreven varme over 150–200°C kan forårsake lokal herding — permanent redusere bladets hardhet og forkorte levetiden mellom slipingene. Rette knivslipemaskiner kontrollerer denne risikoen gjennom:
| Industri | Bladtype | Nøkkelslipekrav |
|---|---|---|
| Konvertering av papir og kartong | Lange tverrsnitt og krølleblader | Ensartet kant over full lengde |
| Tekstil- og stoffskjæring | Rette skjæreblad for stofflag | Fin kantgeometri; ingen grad |
| Trebearbeiding og panelproduksjon | Høvle- og skjøtekniver | Flathet og kantretthet |
| Matforedling | Skjæring og porsjonsblader | Matsikker finish; konsekvent skarphet |
| Trykking og korrugering | Kryss- og snittblader | Nøyaktig skråvinkel; flathet på overflaten |

• CNC knivslipemaskinen bruker PLS-programkontroll, som er enkel å betjene, rask, stabil, pålitel...
See Details
• Hele maskinen tar i bruk en sveisestruktur av portaltypen med høy styrke, med en solid og kompa...
See Details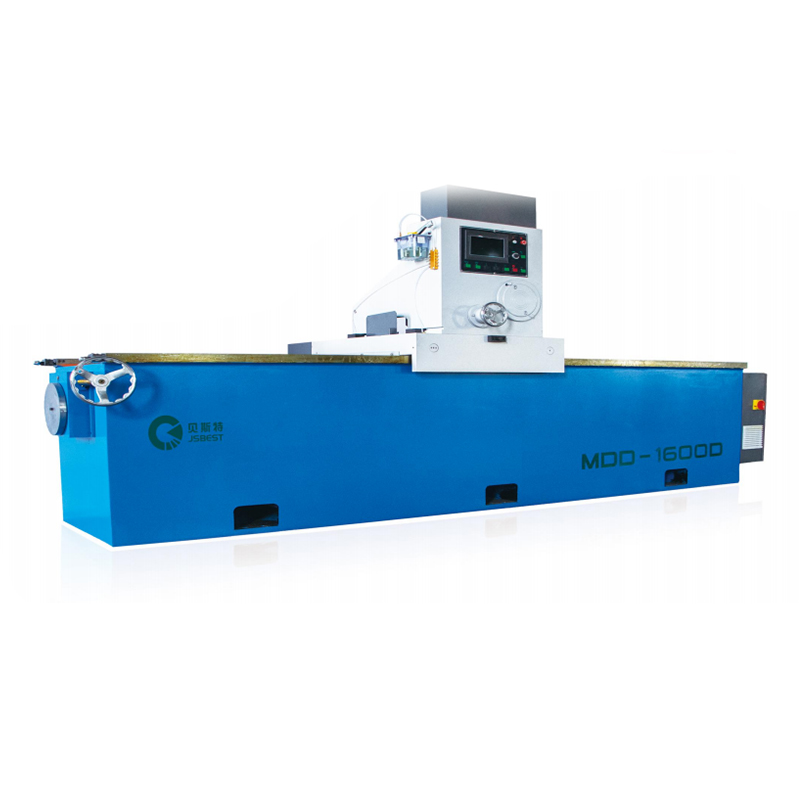
• Kvernen bruker en portal-type seng, høykvalitets stålplatesveising, høytemperaturtempering, ald...
See Details
• En høyfast sveiset stålkonstruksjon er tatt i bruk for å eliminere indre spenninger av m...
See Details
Double-Head Knife Grinding Machine er et effektivt slipeutstyr som kombinerer grovsliping og fins...
See Details
Heavy-Duty overflatefrese- og slipemaskin er et effektivt prosessutstyr som integrerer frese- og ...
See Details
• Denne runde knivkvernen bruker et PLS-program for å kontrollere den automatiske matedelen, som ...
See Details
Strukturelle funksjoner for CNC sirkulær knivslipemaskin: • Høy slipenøyaktighet, spindel- og ...
See DetailsLær om vår bransjeutstillingsinformasjon og nylige begivenheter i vårt selskap.





